How will Industry 4.0 transform manufacturing? Learn from the CTO’s point of view
What will the workforce look like in the age of Industry 4.0 and the increasing digitization of manufacturing? Can you visualize the shop floor of a connected smart factory? Future-gazing can be guesswork to a certain extent, but it’s clear that increased efficiencies, cost-reduction techniques, automation, and customer experiences are top priorities in the enterprise. According to […]
What will the workforce look like in the age of Industry 4.0 and the increasing digitization of manufacturing? Can you visualize the shop floor of a connected smart factory?
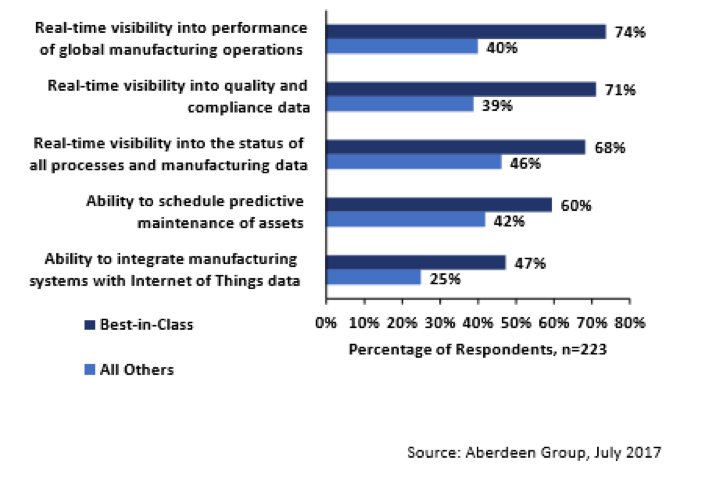
Future-gazing can be guesswork to a certain extent, but it’s clear that increased efficiencies, cost-reduction techniques, automation, and customer experiences are top priorities in the enterprise. According to Aberdeen Group, best-in-class companies (top 20% based on performance) are rapidly implementing Internet of Things (IoT) capabilities twice as fast as all other companies in order to move the needle.
IoT systems can collect manufacturing data in a transparent, comprehensive and interactive way. It provides real-time visibility into assets and equipment, quality of processes and factory resources. It’s much easier to visualize the whole process digitally. Many people understand the idea of how data can produce digital factory simulations which predicts how a product is expected to be manufactured. Less understood is the idea of a ‘virtual factory’, which is a real-time simulation of how production is ‘actually’ being manufactured.
A virtual factory can provide a real-time, role-appropriate, operational view of the entire factory floor (including plant, processes and equipment etc.) for anyone, anytime, from anywhere. This virtual factory can be ‘cockpit’ for piloting and improving a factory.
How wearable technology is impacting manufacturing
James Woodall, CTO of UK-based software development firm Intoware, understands the potential of the virtual factory and the transformative power of data and IoT in the enterprise space. A firmware developer with experience of working with wearable devices for nearly 10 years, he initially worked on the ‘Golden-i, a headset targeted at large industries like manufacturing and healthcare
Woodall says, “There was little documentation when it came to developing wearable devices back then. This meant my team ended up doing a lot of wearable research and inventing a lot of new, different interface paradigms. I have about six wearable patents around software for wearable devices.
“I ended up talking to a lot of customers who were interested in wearable devices. User cases they talked about included workers having hands-free instructions and hands-free communication. For example – if you’re an industrial telecoms worker on a phone mast, the last thing you want to do is be holding a tablet or laptop. You want to be hands-free to do your job.
“We then spent a lot of time to make sure that wearable devices had a use – up until then they were a bit form over function – technology which had been invented, but which few people knew what to do with.”
The idea of using wearable devices for hands-free instructions and communication is a clear, practical application of the technology. For example, workers in industries such as oil and gas and automotive often have complicated, documented instructions. With paper, it’s difficult to know whether instructions had been followed correctly, as there is no audit trail.
The software product that Woodall’s company Intoware has built – WorkfloPlus – allows employees using apps on different devices (such as wearables, smartphones, and tablets) to provide reliable enough information to show that a process has been followed correctly.
Woodall says, “If a building is said to be inspected and I’m handing a piece of paper with a signature on, you don’t know whether it has truly been inspected because all you have is a piece of paper.
“This could be a problem because there’s a disconnect between what really happened and what a report says. There have been incidents in the past where train crashes have occurred due to tracks not being inspected. But there’s documentation exists which says they were.
“What we do is intellectually straightforward, but quite complicated in practice. We make sure that when people are inspecting machinery, that any faults are indicated to the right person straight away.
“Previously somebody might have a clipboard and pen, with any errors found updated through a spreadsheet and the relevant person informed through email. With our software, the people who need to be notified are informed immediately as the inspection is being done.”
How innovation can benefit the enterprise
An organization’s use of WorkfloPlus, is a good example of how businesses should look at a well-rounded vision, four strategic pillars, to make their businesses productive when it comes to the use of technology – people, hardware, software, and connectivity. To make digital transformation work, businesses need to think about how innovation will benefit their workers, find a marriage between hardware and software that works, and make sure everything is connected to make use of data.
WorkfloPlus is very Industry 4.0 in the sense that companies can use data to gain insights on a process – for example, it can see whether a process that should take one hour takes much longer and has gone wrong. Bots can be trained to identify where the anomalies might be, without requiring humans to look at the data.
Woodall has spoken to many C-level executives in various industries and says the use of technology like WorkfloPlus comes down to two factors – whether it can reduce cost through an increase in efficiency, or if it can improve health and safety.
He says, “We have a very large automotive parts manufacturer as a client. They save time and increase efficiency as they know a parts inspection procedure is followed properly every time. These benefits are easy to calculate – we know that by using our technology, they’ll save a certain amount of time every day.
“The health and safety of workers are also important. During building work, builders often tape up smoke alarms because they are activated by dust, and left taped up once the work is done by mistake. Our software will help from a safety and compliance perspective because our software forces a builder to go through a process where they un-tape the smoke alarm and leave it uncovered.”
Woodall described how software like Intoware could integrate with a modern ERP system like Sage X3: “In the food manufacturing industry, for instance, inspections need to happen to make sure everything is compliant and health and safety rules are followed.
“That inspection data needs to make its way into an ERP system. With a desktop computer and paper, there may be an inefficient gap between marking an inspection checklist with a clipboard and the typing of information.
“The problem is that the data may be stale, or inaccurate. If there’s half an hour between doing the inspection and putting it into a system, a lot of things happen – maybe paper gets wet, smudged or lost for instance.”
“With our WorkfloPlus, they could perform the inspection with a wearable, tablet or smartphone. Enterprise Management can make good use of this real-time for other business applications.”
The importance of the cloud
Software that works on mobile devices and works with data like WorkfloPlus shows the importance of the cloud, which allows the physical and the virtual to communicate more closely than ever before. Closed systems are being replaced by open systems that allow collaboration between different disciplines for more productive outcomes.
The cloud underpins Industry 4.0, enabling data connectivity on a global scale, moving data from on-premise servers to cloud-based databases that allow organizations to access their data from anywhere in the world. It frees people up from needing support infrastructure, with a cost model based on usage.
Rather than simply preparing for cloud technologies, Woodall says that manufacturers should be actively investigating and innovating with them. Many vendors offer solutions that are still relatively immature, and it’s tempting to sit back and wait for markets to mature. However, it’s the early adopters who will see the early benefits and gain a competitive edge.
When it comes to Industry 4.0 and cloud innovation, Woodall advises you to think about:
Big data and predictive analytics
By taking data from various sources, manufacturers can analyze it to great benefit – for example, predicting failures based on historical trends can make a huge difference when it comes to limiting unscheduled downtime. Predictive analytics means manufacturers can move away from having a periodic, scheduled maintenance of machines, and towards auto-scheduled maintenance when something concerning is detected from IoT sensors. The more data analyzed, the smarter the decisions.
Interoperability
This describes how every aspect of a factory – people, machinery, devices, sensors, and hardware – are connected and communicate with each other. Again, think about the Virtual Factory – a real-time virtual copy of the physical asset, system or infrastructure, created by collecting data from sensors across the physical entity. IoT sensors enable interoperability – by taking sensor data and moving it to the cloud, the processing of this data is much easier to achieve.
Technical assistance
Cyber-physical systems can conduct tasks that are unpleasant, unsafe or too physically challenging for humans to carry out, or collect, aggregate and display data in support of decision making and problem-solving.
Decentralized decision-making, machine learning, and AI
With the cloud and Industry 4.0, you can grant cyber-physical systems the ability and permission to make simple decisions. Machines that learn and make decisions (AI) can deliver both efficiency benefits and higher quality products – resulting in higher revenue.
AI and more specifically machine learning can navigate datasets that are too large, too fast and too complex for machines to analyze and understand. It can draw insights into manufacturing processes that were previously too subtle to find, and with the cloud, you can analyze machines in multiple factories and countries.
Enabling machines with AI also allows them to learn and adapt to changing environments and demands without the need for human interaction, reducing downtime.
The Smart Factory
Building a connected factory floor should mean costs are reduced due to less material waste, lower personnel, and smaller operating costs. The Smart Factory can be more agile, delivering the high-quality and fast production that is responsive to customer needs, bringing them more granular and up-to-date information.
Woodall says, “Moving towards the Smart Factory doesn’t have to mean a complete overhaul with huge upfront investment. Sensors can be retro-fitted to existing machinery, so choose from your existing infrastructure, investigate vendors offering IoT retro-fitted solutions, and trial it. Of course, you’ll only get the full benefits of Industry 4.0 from committing to all its elements.
“Don’t pick a technology and work backward to look for a problem to solve with it. Think about your biggest pain points and areas where a successful point of contact would really make a difference, and then see if AI, Industry 4.0, Cloud or even other technologies such as blockchain could address problems. Also, look to see what other companies in your sector are doing with these technologies to help kick start some ideas.”
Move beyond ERP with Sage X3
Take control of your entire business, from supply chain to financial with X3.
Incredibly customizable software for established manufacturers and distributors looking for greater efficiency, flexibility, and insight.

Browse more topics from this article
Explore more wisdom

How to reduce distribution costs and optimize profitability
Distribution costs are among the biggest pressures on a distributor’s bottom line, but they’re more controllable than most leaders realize. Here’s how to identify, calculate, and reduce them.



